vedi anche pagine libro “trasformazioni e produzioni agroalimentari: capitolo 13
UVA (vitis vinifera)
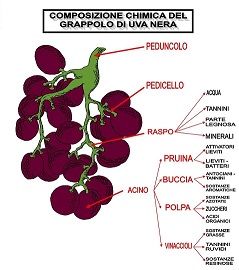
L’uva è composta dai raspi (circa 5%) e dalla bacca (95%).
Nella bacca troviamo la buccia (25%), la polpa (70%) e i vinaccioli (5%).
I raspi contengono molti tannini, sali alcalini e non contengono zuccheri fermentascibili.
I vinaccioli contengono tannini, sostanze grasse (circa 15%) e non contengono zuccheri fermentascibili.
Nella buccia troviamo gli antociani (sostanze polifenoliche colorate), molte sostanze aromatiche, purina (sostanza cerosa) che favoriscono l’insediamento dei lieviti ed il loro sviluppo.
La polpa contiene sostanze zuccherine fermentascibili (glucosio e fruttosio circa 40%), pochi polifenoli e molti altri costituenti (Sali minerali, acidi e composti secondari) che si ritroveranno poi nel vino.
Vengono definite vinacce i residui di bucce e vinaccioli
Durante il processo di maturazione dell’uva avvengono molte trasformazioni in particolare:
- Contenuto zuccherino: aumenta prima il glucosio e quindi il fruttosio, nell’uva matura il rapporto glucosio/fruttosio è di circa uno.
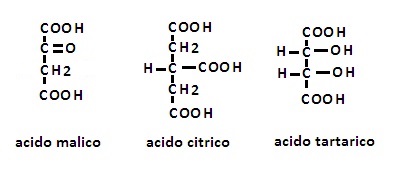
- Contenuto in acidi: gli acidi principali presenti nell’uva sono l’acido malico, citrico e tartarico. Di questi l’acido malico è un intermedio del ciclo di Krebbs e quindi diminuisce molto con la maturazione, mentre gli altri due di riducono soprattutto per diluizione.
Nel metabolizzare gli acidi entra in gioco la temperatura, nei climi freddi, infatti, il quoziente respiratorio della vite (rapporto CO2 prodotta/O2 consumato) è circa uno e corrisponde al consumo degli zuccheri, mentre nei climi caldi aumenta indicando il consumo degli acidi. Questo è il motivo per cui al nord si ottengono mosti più acidi, mentre al sud mosti più zuccherini.
- Alcalinità delle ceneri, aumenta in conseguenza al maggiore assorbimento radicale di cationi alcalini.
- Componenti azotati: aumenta sia l’azoto totale che quello solubile.
E’ impossibile generalizzare il concetto di giusto punto di maturazione dell’uva poiché ogni vino ha delle caratteristiche diverse; in genere si va per esperienze o confrontando alcuni parametri in anni successivi quali:
- Contenuto zuccherino
- Acidità totale
- Rapporto glucosio/fruttosio
- Alcalinità delle ceneri
Nell’uva come abbiamo detto troviamo tannini e antociani, si tratta di sostanze polifenoliche presenti per lo più in forma glucosidica.
Gli antociani sono responsabili del colore dell’uva, si trovano esclusivamente nella buccia, per cui eliminando questa parte si può ottenere un vino bianco anche dall’uva nera.
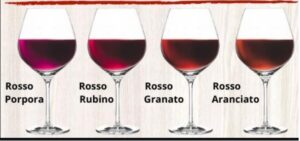
Gli antociani sono veri e proprio indicatori il cui colore varia a seconda dell’acidità, dell’ossidazione e dalla reazione con altre sostanze (es: SO2, metalli e tannini).
Questo fatto spiega il motivo per cui:
- Il vino rosso giovane è rosso violaceo (antociani come tali o polimerizzati)
- Il vino rosso meno giovane è rosso rubino (antociani legati ai tannini)
- Il vino vecchio è rosso mattone (alterazione dei tannini)
Lo scheletro chimico degli antociani e dei tannini è simile al seguente:
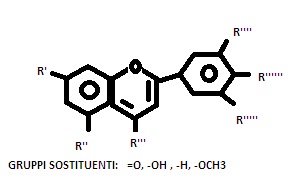
I tannini sono polimeri di 3flavanoli(catechine) eo 3,4 flavandioli (leucoantocianidine) sono i responsabili del gusto astringente del vino (denaturano alcune proteine salivari) e di gran parte delle variazioni cromatiche del vino invecchiato.
Nell’uva troviamo anche sostanze enzimatiche come le fenolossidasi e le pectidasi.
Le prime possono essere di origine endogena (tirosinasi) o esogene (laccasi fungine), agiscono sulle sostanze polifenoliche formando chinoni e acqua ossigenata, provocando quindi alterazioni enzimatiche a carico del vino. E’ da notare che la tirosinasi è sensibile alla SO2, mentre la laccasi molto meno.
Le pectidasi sono responsabili della scissione delle pectine (acidi poligalatturonicici metossilati) .
Poiché le pectine trattengono molte sostanze solide, le pectidasi contribuiscono all’illimpidamento anche se come effetto negativo contribuiscono ad un aumento del contenuto di alcool metilico (metossilati quindi liberazione di metanolo).
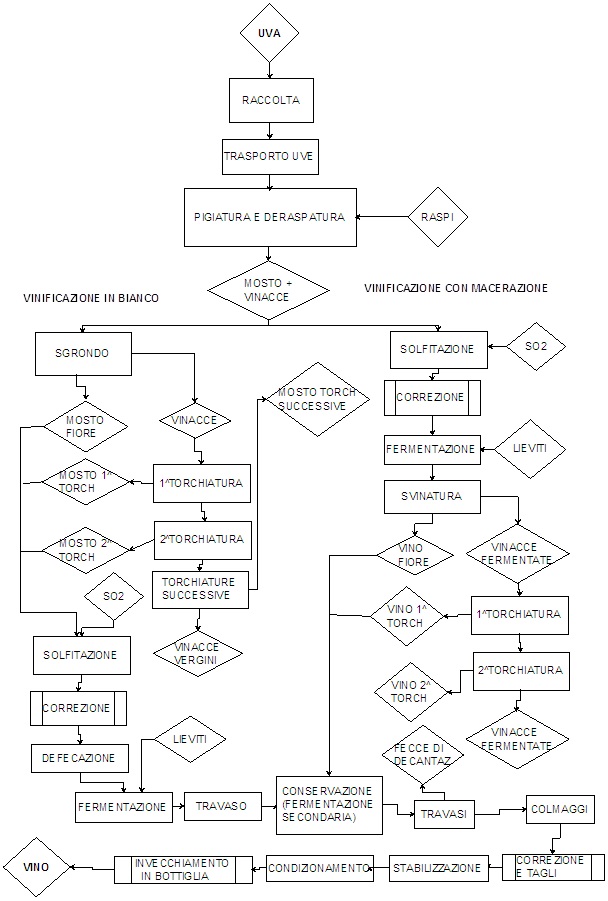
Storicamente i principali tipi di vinificazione sono stati:
- La vinificazione in bianco (per vini bianchi) condotta in assenza di vinacce
- La vinificazione con macerazione (per vini rossi)
Accanto a questi tipi di vinificazione ne troviamo però altri quali:
- Vinificazione in rosato; si tratta in realtà quasi sempre di una vinificazione con breve macerazione al fine di ottenere vini rosati
- Termovinificazione: si tratta di una tecnica che si applica con riscaldamento del mosto a temperature comprese tra i 50 e gli 80 °C al fine di ottenere una sorta di pastorizzazione che riduce la carica microbica e provoca la disattivazione enzimatica, il riscaldamento determina inoltre una maggiore estrazione dei pigmenti colorati. Si tratta di una tecnica che possiamo definire di “recupero” per uve ammuffite o poco mature.
- Vinificazione in continuo, si mescola il mosto fresco (facendolo entrare dal basso) con mosto in fase di fermentazione, poiché il prodotto fermentato ha una minore densità si può estrarre il vino formato dall’alto della vasca
- Vinificazione con macerazione carbonica; è una tecnica adottata per la produzione di vini novelli, si pongono le uve intere in vasche ermetiche saturate con anidride carbonica per un paio di settimane ad una temperatura di circa 30°C. L’ambiente anaerobio e le condizioni termiche favoriscono un processo di fermentazione nei chicchi d’uva non pigiati.
Si procede quindi alla pigiatura dell’uva prefermentata e ad una successiva fermentazione tradizionale molto rapida (un paio di giorni). Si ottengono vini molto fruttati e con colore rosso vivo che devono essere consumati entro l’anno di produzione
SCHEMA A BLOCCHI PRINCIPALI TIPI DI VINIFICAZIONE
MACCHINARI PER L’INDUSTRIA ENOLOGICA (pigiatura, sgrondo e torchiatura).
Procedure comuni alla tecnologia di vinificazione sono la pigiatura e la torchiatura.
La pigiatura per la vinificazione in bianco non avviene in genere con deraspatura (eliminazione dei raspi) che invece è tipica della vinificazione con macerazione.
La presenza dei raspi favorisce infatti le successive operazioni di torchiatura delle vinacce della vinificazione in bianco.
La torchiatura delle sole vinacce comporta la formazione di strati impermeabili che rende più difficile l’estrazione del mosto (pressioni richieste più elevate) ed una conseguente maggiore estrazione delle sostanze contenute nelle bucce.
L’allontanamento dei raspi comporta inoltre una maggiore ossigenazione non indicata per i vini bianchi
Nella vinificazione con macerazione, il problema non si pone ed inoltre la presenza dei raspi determinerebbe un eccesso di tannini con conseguente formazione di un gusto poco armonico.
PIGIATRICE DERASPATRICE
Possono essere verticali o orizzontali, sono dotate di pale e di una coclea, le pali pigiano l’uva spingendo il mosto in una direzione (con il favore della gravità), mentre la coclea solleva i raspi facendoli uscire da un’altra parte

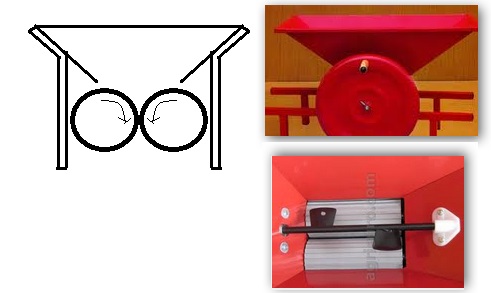
PIGIATRICE A RULLO
Si tratta di una pigiatrice senza deraspatura particolarmente indicata per la vinificazione in bianco anche perché la possibilità di allontanare i rulli consente una buona regolazione della pressione esercitata (il processo può essere più delicato)
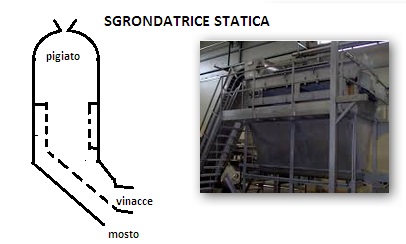
SGRONDATRICI
La sgrondatura è una tipica operazione della vinificazione in bianco che mira ad allontanare le vinacce dal mosto, le vinacce passeranno poi alle fasi di torchiatura per il recupero di altro mosto.
La sgrondatura può essere operata con sgrondi statici, in pratica dei decantatori, o in modo dinamico da sgrondi rotativi o a pressa.
Nel primo caso, sgrondatrici statiche, il mosto non subisce sollecitazioni di tipo meccanico e risulta quindi di maggiore qualità.
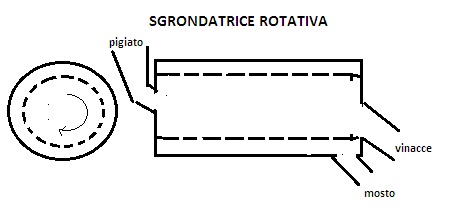
La sgrondatrice rotativa è costituita da un tamburo forettato di grandi dimensioni che ruota lentamente facendo scolare il mosto e spostando le vinacce verso una tramoggia di scarico
La sgrondo pressa è in realtà una via di mezzo tra una sgrondratice ed una torchiatrice, date le elevate pressioni esercitate si ottengono prodotti qualitativamente scadenti (mosto più torbido).
Fondamentalmente si tratta di una coclea che comprime il pigiato su una griglia che trattiene le vinacce e lascia uscire il mosto

TORCHIATRICI
L’operazione di torchiatura consente di recuperare mediante l’ausilio della pressione:
- mosto dalle vinacce non fermentate del processo di vinificazione in bianco (il quantitativo di mosto recuperabile può raggiungere anche il 40%)
- vino dalle vinacce fermentate del processo di vinificazione per macerazione.
E’ da tenere presente che i vini e i mosti ottenuti per torchiatura presentano sempre qualità inferiore rispetto ai prodotti “fiore” (ottenuti senza questa operazione) ed ovviamente la qualità peggiora sempre di più con il numero di torchiature eseguite.
Nella seguente tabella si raffrontano alcuni parametri relativi al mosto estratto nelle diverse fasi
| Mosto fiore | Mosto di prima torchiatura | Mosto di seconda torchiatura | |
| pH | 3,02 | 3,20 | 3,92 |
| Tannini (mg/l) | 20 | 100 | 800 |
| Ferro (mg/l) | 1 | 3 | 20 |
Si trovano diversi tipi di torchiatrici tra le più utilizzate abbiamo.
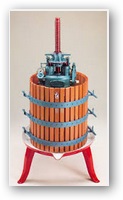
Torchio idraulico (o a vite verticale)
Sono costituiti da una gabbia cilindrica appoggiata su di una piastra nella quale si pongono le vinacce, queste vengono compresse da un pistone che può essere spinto per azione idraulica o da una vite.
Con i torchi a pressione verticale si ottengono buoni prodotti di spremitura con elevate rese, ma con cicli di produzione intermittenti (apparecchi discontinui) e piuttosto lenti
Torchio vite senza fine
Vedi sgrondo pressa
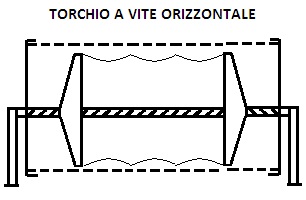
Torchio a vite orizzontale
E’ costituito da una gabbia a doghe dotata di un albero centrale a cui sono fissati dei piatti che si avvicinano e si allontanano per azione di catene metalliche. Durante l’avvicinamento dei piatti si esercita la pressione che favorisce la fuoriuscita del mosto
SOLFITAZIONE
I mosti ottenuti vengono in genere immediatamente solfitati.
L’anidride solforosa (SO2)) viene abitualmente aggiunta:
- come gas
- come KHSO3 (bisolfito)
- come K2S2O5 (metabisolfito)
I limiti massimi legali per l’anidride solforica (regolamento 607/2009 a partire dal 1° agosto 2009) sono:
Per i vini massimo consentito è 150 mg/l,
Per i bianchi e rosati 200 mg/l;
Per i vini rossi con un residuo di zucchero maggiore o uguale a 5 g/l il limite è 200 mg/l
Per i bianchi e rosati con un residuo zuccherino maggiore o uguale a 5 g/l il limite è 250 mg/l.
Per gli spumanti di qualità 185 mg/l, per tutti gli altri spumanti 235 mg/l.
Le funzioni dell’anidride solforosa sono molteplici:
- antiossidante
- antimicrobico
- selettivo per i lieviti
- antiossidasica (attiva sull’enzima fonolossidasi)
- schiarente, favorisce la precipitazione delle proteine colloidali
- favorisce la macerazione (per questo motivo si aggiunge con le vinacce nella vinificazione con macerazione e dopo la sgrondatura nella vinificazione in bianco)
Poiché i vini bianchi sono più sensibili alle ossidazioni e non si desidera che subiscano la fermentazione malolattica (conversione dell’acido malico in acido lattico) subiscono un trattamento di solfitazione più energico.
In genere i vini bianchi subiscono una prima solfitazione prima della fermentazione ed una seconda solfitazione dopo questo processo.
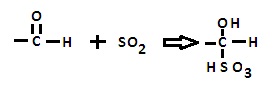
Questo poiché una parte della SO2 reagisce con i gruppi carbonilici (in particolare l’acetaldeide) combinandosi e disattivandosi.
L’anidride solforosa ha però anche delle controindicazioni, in particolare produce sottoprodotti di cattivo gusto e odore, come abbiamo visto sfavorisce la fermentazione malolattica desiderata nei vini rossi e può dare problemi gastrici e cefalee a chi consuma vini molto solfitati.
L’entità del trattamento di solfitazione (ricordando che i limiti legali si riferiscono al prodotto commercializzato) dipendono oltre che dal tipo di uva (e quindi di vinificazione) anche dalla:
– qualità microbiologica dell’uva (più batteri + anidride solforosa)
– pH del mosto (più è acido meno ne serve, notare come il pH del mosto salga in relazione al numero di torchiature eseguite)
– gradazione alcolica (più alcool c’è meno anidride solforica serve)
– zuccheri liberi (a seconda se si voglia fermare o meno la fermentazione, vedi mosti muti)
– procedure operative (ad esempio se si opera a temperature alte, si perde più anidride solforosa che deve essere reintegrata)
DEFECAZIONE
E’ una operazione tipica della vinificazione in bianco, in questo tipo di vinificazione, infatti, il contenuto di tannini risulta essere decisamente basso.
Poiché i tannini esercitano una importante azione chiarificante unendosi alle proteine per dare luogo a dei precipitati, i vini bianchi risultano maggiormente sensibili all’intorbidamento venendo a mancare questa sorta di illimpidimento naturale.
Nella vinificazione in bianco si opera quindi una chiarificazione, chiamata defecazione, prima della fase di fermentazione, infatti dopo questo processo i composti proteici diventano ancora più piccoli (colloidali) e quindi ancora più difficili da eliminare.
La defecazione può essere condotta con metodi fisici (filtrazione, centrifugazione) oppure con un collaggio tramite bentonite (particolare argilla) o con gelatine (si tratta di sostanze che depositandosi sul fondo trascinano tutte le particelle solide che incontrano).
IL MOSTO (stabilizzazione e correzione)
La definizione legislativa del mosto è “liquido derivante dalla pigiatura, sgrondatura o torchiatura di uve fresche”, è costituito principalmente da acqua (circa 2/3) e da zuccheri (restante percentuale), dei restanti componenti solo gli acidi organici possono superare l’1%, tutte le altre sostanze (polifenoli, composti azotati), sebbene importanti sono presenti in quantità minime.
I mosti possono essere stabilizzati attraverso diverse tecniche
– concentrazione
– solfitazione (mosti muti)
– prefermentazione e filtrazione (filtrati dolci)
Lo scopo della stabilizzazione del mosto è in genere quello di ritardare la fermentazione consentendo il trasporto del mosto in altre sedi (vedi operazioni di correzione del mosto)
La concentrazione del mosto garantisce una conservazione stabile e senza l’aggiunta di additivi in quanto il tasso zuccherino elevato impedisce la proliferazione microbica.
Questa operazione viene in genere condotta sottovuoto al fine di evitare alterazioni termiche,
Il problema è che insieme agli zuccheri si concentrano tutti gli altri componenti con evidenti rischi di fenomeni di precipitazione di sostanze insolubili.
Per limitare questi rischi alla concentrazione in genere si antepone un passaggio in resine a scambio ionico (riduzione del contenuto di ioni) e neutralizzazione dell’acidità.
I mosti muti si ottengono con una energica solfitazione, il ripristino dell’attività fermentativa può essere condotto per taglio con mosti non solfitati oppure per desolfonazione (in Italia e vietata la desolfonazione chimica)
I filtrati dolci sono mosti con gradazione inferiore all’1%, stabilizzati per filtrazione. La filtrazione avviene in due tempi: subito dopo l’inizio della fermentazione e dopo un nuovo ciclo di fermentazione (sono possibili anche più cicli). Lo scopo è quello di eliminare le sostanze azotate libere e di ridurre la carica microbica rendendo l’ambiente difficile per processi fermentativi.
Il problema di questa procedura è legato alla presenza di enzimi proteolitici che liberando azoto solubile possono riportare le condizioni idonee a processi di fermentazione.
La correzione del mosto interessa generalmente l’acidità ed il contenuto zuccherino.
La correzione del contenuto zuccherino è quasi sempre legata ad un aumento di questo parametro (per avere contenuti zuccherini più bassi è sufficiente raccogliere l’uva meno matura).
In Italia è vietata l’aggiunta del saccarosio per cui l’unico modo applicabile è il taglio con mosti più zuccherini.
La correzione dell’acidità del mosto è anch’essa in genere mirata ad un’unica direzione, infatti poiché con la fermentazione l’acidità diminuisce eventuali ritocchi mirati alla riduzione di essa vengono condotti sul vino e non sul mosto.
Sul mosto quindi si cerca sempre di aumentare l’acidità, un pH più basso del mosto equivale infatti ad una maggiore stabilità del prodotto ed in linea di massima si preferisce un vino un po’ meno buono ma sano che il rischio di mandare a monte l’intera produzione.
Sebbene la correzione possa condursi con un aumento di uno qualunque dei tra acidi principali presenti nel mosto: acido malico, citrico e tartarico, in pratica viene condotta agendo sull’ultimo
L’acido malico viene infatti consumato dal processo respiratorio (ciclo di Krebbs) e quello citrico e facilmente convertito in acido acetico dai batteri.
L’acido tartarico essendo biprotico presenta due costanti di dissociazione:
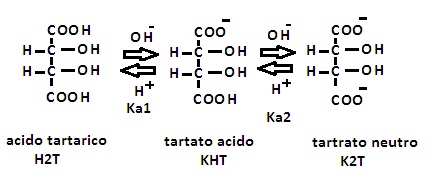
Le forme di salificazione sono in genere legate al potassio, all’aumentare dell’acidità gli equilibri si spostano verso sinistra.
Al valore del pH del mosto la forma prevalente è quella KHT (tartrato acido di potassio) che risulta poco solubile.
Quando si aggiunge l’acido tartarico bisogno quindi tenere presente che solo una parte di esso rimane nella forma in dissociata.
Nei vini bianchi si perde circa il 25% dell’acido tartarico aggiunto, in quelli rossi fino al 50% in quanto le vinacce contengono molto K2T e si verifica la seguente reazione.
H2T + K2T -> 2KHT (che precipita)
Una procedura che provoca un aumento indiretto della acidità è la cosiddetta gessatura che consiste nell’aggiunta fino ad un massimo di 2g/l di gesso (CaSO4) al mosto.
CaSO4 + 2KHT -> CaT (tartrato di calcio insolubile) + K2SO4 (solfato di potassio) + H2T
La termovinificazione
Si tratta di una tecnica di vinificazione che prevede un trattamento termico a 60-90°C praticato alle uve intere o più diffusamente al pigiato, allo scopo di favorire la macerazione e di operare un certo risanamento del prodotto.
I trattamenti di termo vinificazione possono essere:
- Riscaldamento di uve intere: viene effettuato mediante circolazione di vapore in modo da limitare gli effetti alla sola buccia che viene portata a 75°C (la polpa rimane ad una temperatura di circa 35°C per cui subisce poche modifiche). Si tratta di un metodo poco diffuso perché gli effetti sono ridotti rispetto a quelli di altri tipi di trattamento.
- Riscaldamento del pigiato: viene realizzato tramite scambiatori di calore a temperature di circa 50-74°C per 3-4 ore. Si ottiene un mosto molto colorato che può essere addizionato anche a mosti già sgrondati di minore intensità colorante.
- Riscaldamento delle vinacce: dopo la separazione dal mosto fiore delle vinacce, quest’ultime vengono solfitate, trattate termicamente e ritorchiate.
E’ da sottolineare che sebbene i trattamenti termici inizialmente un notevole aumento dell’intensità colorante, nella successiva fase di fermentazione si ha una rapida diminuzione del tasso di antociani per cui nel prodotto finito la colorazione dei vini termo vinificati è solo leggermente più intensa di quelli tradizionali.
Il vantaggio principale della termovinificazione consiste nel tenere separate le fasi di macerazione e fermentazione al fine di un loro migliore controllo.
Con il trattamento termico si assiste anche alla maggiore dissoluzione di composti fenolici non colorati (tannini, acidi fenolici etc), ma mentre l’estrazione degli antociani raggiunge un picco intorno ai 55°C per poi rimanere costante, la concentrazione dei composti fenolici non colorati aumenta in pratica in modo lineare con la temperatura. Questo fatto consente di regolare i tempi e la temperatura di riscaldamento in funzione del tipo di prodotto che si desidera ottenere (più o meno tannico, più o meno colorato).
Il riscaldamento provoca inoltre:
- Un incremento nel mosto dell’acidità totale
- Un maggiore tenore di azoto nel mosto
- Una maggiore torbidità dei vini (inattivazione delle pectidasi)
- Gusti anomali nel vino
- Selezione della microflora
- Fermentazione più rapida (dissoluzione di attivatori presenti nella epidermide degli acidi: esempio pruina)