vedi anche pagine libro “trasformazioni e produzioni agroalimentari: capitolo 7
La Conservazione dei prodotti alimentari
Nella precedente unità didattica abbiamo visto come tutti gli alimenti siano soggetti a fenomeni alterativi di varia origine.
Al fine di ridurre, rallentare o bloccare questi fenomeni l’uomo ha sviluppato diverse tecniche di conservazione che si sono affinate nel tempo con lo sviluppo della tecnologia.
I principi sulla quale si basano le tecniche di conservazione sono fondamentalmente mirati a:
- uccidere i microorganismi alterativi (calore, radiazioni, agenti antimicrobici …)
- rendere difficile lo sviluppo microbico (salagione, affumicatura, atmosfera protetta, freddo etc)
- impedire i fenomeni di alterazione chimica (antiossidanti, sotto vuoto, atmosfera protetta …).
I metodi di conservazione possono essere anche classificati a seconda del principio che viene applicato in:
|
Metodi fisici: |
alta temperatura (sterilizzazione e pastorizzazione) |
|
|
bassa temperatura (refrigerazione, congelamento, surgelazione) |
|
|
disidratazione (concentrazione, essicamento, liofilizzazione) |
|
|
radiazioni |
|
|
microfiltrazione, ultracentrifugazione |
|
Metodi chimici: |
conservanti naturali |
|
|
conservanti artificiali |
|
Metodi chimico fisici: |
atmosfera controllata |
|
|
sottovuoto o atmosfera modificata |
|
|
affumicamento |
|
Metodi biologici: |
fermentazioni |
La scelta di un metodo di conservazione al posto di un altro dipende da diversi fattori quali:
- costi
- efficacia
- durata conservativa desiderata per il prodotto, distinguiamo prodotti freschi (conservazione meno di una settimana o meno), semiconserve (fino a sei mesi), conserve (superiori a sei mesi).
- modifiche organolettiche-nutrizionali del prodotto: mentre per alcuni alimenti il trattamento di conservazione non deve (dovrebbe) modificare le caratteristiche organolettiche, per altri è lo stesso trattamento di conservazione a caratterizzarne le caratteristiche (vedi prosciutti, speck, crauti etc).
- tradizioni regionali o nazionali
- altro (marketing, ricerca nuovi prodotti, utilizzo nuove tecnologie …)
Metodi fisici di conservazione
1 Conservazione termica.
Il calore è sicuramente il metodo di conservazione attualmente più utilizzato.
Temperature superiori ai 60°C prolungate per tempi adeguati determinano l’uccisione di gran parte dei microrganismi presenti nell’alimento contribuendo al miglioramento dei tempi di conservazione.
Il primo trattamento termico conservativo che l’uomo ha sviluppato è stato senz’altro la cottura.
Con la cottura di un alimento tuttavia si opera più che altro un risanamento dello stato di contaminazione microbica andando a modificare sensibilmente le caratteristiche organolettiche di un prodotto alimentare.
Una volta cotto, tuttavia il prodotto, a meno di non aver creato condizioni inidonee allo sviluppo microbico (vedi essicamento, affumicazione …) l’alimento torna ad essere aggredito e contaminato dai microorganismi e quindi poco conservabile.
Possiamo per questo motivo comprendere il motivo per il quale i trattamenti di conservazione termica abbiano trovato applicazione solo con lo sviluppo della tecnologia di confezionamento (dalla banda stagnata al tetrapak) che garantiscono il mantenimento di condizioni asettiche al prodotto trattato.
I principali problemi legati a trattamenti termici sono:
- microrganismi termoresistenti (in genere termofili o sporigeni)
- perdita o modifica di caratteristiche nutrizionali e organolettiche
- abbinamento del trattamento termico con il confezionamento (confezionamento in condizioni asettiche e penetrazione del calore nella confezione).
Iniziamo subito con il dire, che un trattamento termico a temperature superiori a 60°C determina sempre delle modifiche organolettiche, qualitative di un alimento, infatti, enzimi e vitamine vengono denaturati a queste temperature.
Non dobbiamo neanche dimenticare che molti processi alterativi sono di natura enzimatica, per cui anche se in teoria fossimo in grado di eliminare solo i microrganismi l’alimento avrebbe sempre dei limiti di conservazione legati alle trasformazioni chimiche catalizzate dagli enzimi.
Il problema che ci poniamo è quindi quello di una limitazione dei danni termici, problema che è riconducibile alla seguente domanda:
E’ meglio un trattamento termico a bassa temperatura prolungato per tempi lunghi, oppure un trattamento termico ad alta temperatura di durata molto limitata?
Prima di rispondere a questa domanda vediamo di definire la distinzione dei due principali processi di risanamento termico che sono:
LA PASTORIZZAZIONE
LA STERILIZZAZIONE TERMICA.
Come pastorizzazione intendiamo un trattamento termico condotto a temperatura inferiori a quelle di ebollizione dell’acqua mirato alla riduzione della carica batterica totale dell’alimento e alla eliminazione di tutti i microrganismi patogeni presenti.
Come sterilizzazione termica intendiamo, invece, un trattamento (condotto a temperature superiori ai 100°C) mirato alla eliminazione della carica microbica totale, alla denaturazione degli enzimi alterativi con conseguente ‘ottenimento di conserve o semiconserve.
Soffermandoci un attimo sulla sterilizzazione dobbiamo fare qualche precisazione inerente la cinetica di distruzione microbica (velocità di distruzione dei batteri per effetto termico).
Per ogni specie microbica esiste una relazione che dice:
“la velocità di distruzione di un microoganismo per effetto termico è proporzionale in ogni istante al numero di quei microrganismi presenti”
ΔN /Δt =- K N
Attraverso questa espressione è possibile ottenere un grafico in cui mettiamo in relazione la popolazione microbica con il tempo di trattamento termico. Quello che otteniamo è una iperbole con un asintoto lungo l’asse delle x.

Da questo diagramma deduciamo due importanti cose:
- E’ impossibile una sterilizzazione totale, le riduzioni procedono infatti per frazioni decimali (1/10, 1/100, 1/1000 … ) senza mai raggiungere lo zero (asintoto)
- La popolazione microbica superstite dopo un trattamento termico dipende numericamente dalla popolazione iniziale. Questo spiega il motivo per cui il valore commerciale di un latte (o di altro prodotto da sottoporre a sterilizzazione/pastorizzazione) dipende dalla sua carica microbica e perchè la legge prevede una carica microbica massima per prodotti da destinare a trattamenti di risanamento (in genere al massimo 10^5 microrganismi / ml).
Poichè la sterilizzazione assoluta è impossibile viene introdotto il concetto di sterilizzazione commerciale riferendosi ad un microorganismo particolarmente termoresistente (il clostridium sporigens).
Su questa base si intende sterilizzato un prodotto trattato per un tempo che abbia provocato ad una certa temperatura sul materiale considerato almeno 5 riduzioni decimali (5D) della popolazione di clostridium sporigens.
Ogni riduzione decimale prevede la distruzione del 90% della popolazione di quello specifico batterio.
Poichè il clostridium sporigens è particolarmente termoresistente si presume che tutti gli altri batteri abbiano subito lo stesso numero (se non un numero maggiore) di riduzioni decimali.
Poichè la pastorizzazione è mirata alla distruzione della sola microflora patogena, per questo trattamento viene preso in considerazione il patogeno più termoresistente ossia il mycobacterium tubercolosis.
Si considera pastorizzato un prodotto che ha subito un trattamento termico sufficiente a operare 5 riduzioni decimali della popolazione di mycobacterium tubercolosis.
Ovviamente i tempi di riduzione decimale dipendono dalla temperatura applicata, maggiore è la temperatura minore sono i tempi di trattamento necessari per attuare le 5 riduzioni decimali.
Avremo quindi la possibilità di eseguire pastorizzazioni o sterilizzazioni a temperature diverse, modificando i tempi di trattamento.
Al fine di ridurre il danno termico dobbiamo a questo punto riferirci a dei costituenti chimici (ad esempio vitamine) e a delle reazioni chimiche alterative (ad esempio reazione di Maillard).
Anche per un componente chimico è possibile definire per ogni temperatura il tempo di trattamento necessario a che esso subisca 5 riduzioni (degradazioni) decimali o che provochi la manifestazione di sapori sgradevoli.
Si otterranno quindi dei diagrammi tempo/temperatura di distruzione microbica sovrapponibili a quelli di denaturazione chimica.
Sperimentalmente si è osservato che le sostanze vitaminiche danno luogo a diagrammi con linee più “orizzontali” (meno inclinate) di quelle microbiche.
Facciamo un esempio:
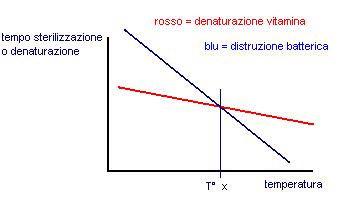
Al di sotto della temperatura T°x per operare una sterilizzazione dovremo applicare dei tempi di trattamento che provocano anche la denaturazione vitaminica (linea blu più alta di quella rossa).
Al di sopra della temperatura T°x per operare una sterilizzazione potremo usare tempi più corti che non sono sufficienti a denaturare la vitamina.
Abbiamo quindi finalmente la risposta alla domanda che ci eravamo posti all’inizio del discorso.
Le condizioni migliori per un trattamento termico sono temperature alte per tempi piccoli, piuttosto che temperature più basse per tempi prolungati.
Va comunque ricordato che queste condizioni operative possono essere raggiunte solo in certe circostanze e grazie al moderno sviluppo tecnologico.
Quando si ha a che fare con alimenti solidi o con prodotti da sterilizzare già confezionati, bisogna considerare un tempo sufficiente affinchè anche la parte più centrale del prodotto raggiunga la temperatura utile e questo non può di certo avvenire in pochi secondi, ma sempre nell’ordine di alcuni minuti.
Il seguente diagramma è molto utile per schematizzare i diversi trattamenti termici possibili e gli effetti che hanno su di un prodotto come il latte.
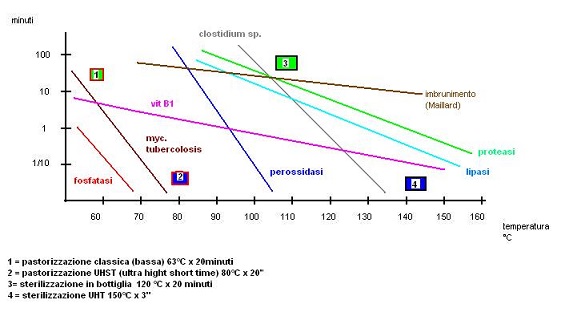
Notiamo come i trattamenti di pastorizzazione, garantiscano l’uccisione del mycobacterium tubercolosis, denaturino solo l’enzima fosfatasi, e che il trattamento di pastorizzazione tradizionale faccia anche dei danni a livello vitaminico.
L’analisi di fosfatasi assente, proteasi e lipasi presenti sono tipici di un latte pastorizzato.
La presenza di enzimi proteasi lipasi e altri batteri non patogeni spiega la scarsa conservazione del latte pastorizzato.
I latti sterilizzati operano la distruzione del clostridium sporigens, ma solo quello in bottiglia opera una reale denaturazione di tutti gli enzimi (garantendo le condizioni di conseva alimentare).
D’altro canto la sterilizzazione in bottiglia determina l’imbrunimento di Maillard e danni vitaminici.
In termini di conservabilità possiamo considerare:
- a) LATTE STERILIZZATO IN BOTTIGLIA = conserva alimentare durata 6 mesi
- b) LATTE UHT = semiconserva durata minore di 3 mesi (soprattutto legata alla attività enzimatica)
- c) LATTE PASTORIZZATO = prodotto fresco, conservazione minore settimana.
Per quanto riguarda il latte pastorizzato, dobbiamo dire che la normativa italiano è piuttosto severa in termini di tempi di conservazione, imponendo un limite massimo di 5 giorni.
Il trattamento di pastorizzazione elimina infatti tutti i m.o psicrofili, per cui conservando il latte a temperatura inferiore a 4 °C i tempi di conservazione effettiva superano i 7 giorni.
Attualmente sono entrati in commercio dei latti “freschi” a conservazione prolungata, questi prodotti abbinano un trattamento di pastorizzazione ad uno di microfiltrazione in modo da ridurre ulteriormente la carica batterica del prodotto.
Dal punto di vista pratico i trattamenti termici di conservazione possono essere suddivisi, come spesso avviene, in trattamenti continui e discontinui.
La sterilizzazione in bottiglia è un tipico processo discontinuo; dopo l’imbottigliamento il prodotto entra in autoclavi in cui la pressione elevata consente la formazione di vapore saturo a 120 °C.
Il trattamento ha una durata media di circa 20 minuti.
I trattamenti di sterilizzazione e pastorizzazione rapida avvengono invece con processi in continuo.
Il latte o altro prodotto passa attraverso due piastre molto vicine che portano immediatamente la temperatura di tutta la massa riscaldata al valore richiesto.
Dopo questa fase il prodotto viene inscatolato in modo asettico.
Un particolare tipo di sterilizzazione del latte si chiama uperizzazione.
In questo caso del vapore condensante alla temperatura desiderata viene immesso nel prodotto riscaldandolo istantaneamente.
Il prodotto risulta ovviamente diluito per cui alla fase di riscaldamento segue il passaggio ad un impianto sottovuoto che provoca una evaporazione ed il ripristino delle condizioni di concentrazione iniziale.
Un trattamento termico caduto ora in disuso, ma utile a livello domestico (quando non si ha la possibilità di raggiungere temperature maggiori ai 100°C) è la cosiddetta tyndalizzazione.
Si tratta di operare più serie di riscaldamenti intervallati da periodi di raffreddamento a temperatura ambiente.
In questo modo i microrganismi sporigeni termoresistenti vengono eliminati in quanto durante la fase di raffreddamento le spore germineranno e saranno eliminate dal riscaldamento successivo
Per quanto riguarda il confezionamento asettico in continuo abbiamo già accennato che la tecnologia attualmente più utilizzata è quella brevettata dalla Tetrapack che utilizza contenitori in cartone accoppiato.
Riporto di seguito schema di confezionamento

2 Conservazione per refrigerazione.
Il freddo, rallentando sia lo sviluppo microbico che la cinetica dei processi chimici, aumentando i tempi di conservazione.
Diciamo subito che il freddo non è propriamente una tecnica di risanamento, in quanto i danni effettivi che provoca ai microrganismi sono molto limitati.
I microrganismi a basse temperature entrano in una fase di quiescenza e tornano a svilupparsi in maniera normale se le temperature tornano ad essere quelle ottimali.
La conservazione con il freddo può essere suddivida in:
- refrigerazione (temperature comprese tra -1 e 4 °C)
- congelamento (temperature inferiori al punto di congelamento dell’alimento)
- surgelazione (particolare tipo di congelamento)
Ricordiamo che il punto di congelamento degli alimenti è inferiore agli 0°C in quanto i soluti disciolti provocano un abbassamento crioscopico.
La refrigerazione in genere è destinata ai prodotti “freschi” e se ben calibrata (scelta giusta temperatura) non provoca sostanziali problemi ai prodotti.
Diverso il discorso per il congelamento.
Portando un prodotto al disotto di 0°C si ha la formazione di cristalli di ghiaccio all’interno delle strutture cellulari.
Se i cristalli sono grandi danneggeranno le membrane cellulari provocando la fuoriuscita di acqua dalle cellule e alterando sensibilmente il prodotto.
Per ridurre le dimensioni dei cristalli il trucco è quello di operare un raffreddamento rapido (forma tanti cristalli piccoli invece di pochi cristalli grandi) e riportare il prodotto alla temperatura ambiente in maniera lenta (i tessuti hanno il tempo di riacquistare l’elasticità e non rompersi).
Sulla base del principio appena descritto gli impianti di congelamento attualmente più in uso sono quelli a refrigerazione rapida.
La surgelazione è un particolare tipo di refrigerazione rapida.
Per legge un prodotto surgelato deve raggiungere in ogni sua parte una temperatura inferiore a -18 °C in un tempo massimo di 4 ore e mantenuto a questa temperatura.
I prodotti surgelati devono inoltre per legge essere venduti confezionati
Per questo motivo i prodotti surgelati sono sempre commercializzati in confezioni di dimensioni limitate, pezzature troppo grandi non consentono di raggiungere le basse temperature in tempi rapidi.
Il congelamento viene ottenuto:
- con aria fredda a circolazione forzata o
- per contatto con piastre raffreddate
- per contatto (immersione o aspersione) con fluidi a bassissima temperatura (in genere C02 o N2 liquefatti).
Un altro problema dei prodotti congelati è legato al fatto che il freddo opera una forte selezione sulla popolazione microbica.
Durante lo scongelamento alcune specie microbiche possono trovarsi prive di concorrenza e quindi nelle condizioni ottimali per svilupparsi in maniera rapida.
Questo è uno dei motivi per cui è assolutamente sconsigliabile operare ricongelamenti di prodotti scongelati.
3 Conservazione per disidratazione.
Definiamo tensione di vapore, la pressione esercitata dai vapori di un liquido ad una certa temperatura.
La tensione di vapore dell’acqua aumenta all’aumentare della temperatura è quando raggiunge il valore della pressione esterna il liquido bolle.
Questo principio ci fa capire il motivo per cui in montagna il punto di ebollizione è minore che a livello del mare e come nelle pentole a pressione si possano raggiungere temperature più alte.
Quando si scioglie un soluto nell’acqua la tensione di vapore diminuisce e si manifestano le proprietà colligative.
Per estrarre dell’acqua da una soluzione concentrata dobbiamo perciò superare il valore di pressione osmotica.
Quando disidratiamo un alimento o aggiungiamo un soluto (ad esempio salatura) i microrganismi fanno sempre più fatica ad ottenere dell’acqua in quanto devono superare valori sempre più alti di pressione osmotica.
Possiamo quindi dire che all’aumentare della concentrazione l’acqua diventa sempre più legata (meno libera) e quindi non disponibile alle forme viventi.
Si introduce quindi il concetto di ACQUA LIBERA o Aw (activity water) che sperimentalmente si calcola come
Aw = tensione vapore alimento/tensione vapore acqua
Il valore massimo di Aw è 1, ma essendo presenti dei soluti gli alimenti hanno in pratica sempre valori compresi tra 0 e 1.
I microrganismi richiedono acqua per il loro sviluppo, ne consegue che la disidratazione di un alimento è sicuramente un valido metodo di conservazione dello stesso.
Sotto il valore di 0,7 l’attività microbica cessa, le muffe ed i batteri alofili supportano infatti valori fino a 0,75- 0,8.
E’ da sottolineare che la disidratazione non garantisce la distruzione dei batteri ad esempio non uccide le spore e non disattiva le tossine.
In definitiva possiamo dire che piuttosto di parlare di tecniche di conservazione per disidratazione sarebbe più opportuno parlare di tecniche di riduzione dall’acqua libera.
Tra queste tecniche ricordiamo:
PROCESSI DI CONCENTRAZIONE (applicati a soluzioni)
- Evaporazione, può essere condotta sottopressione o sottovuoto. Nel primo caso abbiamo anche un sostanziale trattamento termico, mentre nel secondo caso si riduce la temperatura di ebollizione evitando alterazioni di prodotti termolabili.
- Crioconcentrazione, si raffredda lentamente e si separano per filtrazione i cristalli di giaccio che si formano
- Concentrazione per osmosi inversa o ultrafiltrazione: si utilizzano membrane semipermeabili e si applica una pressione superiore al valore di pressione osmotica in modo da fare uscire l’acqua e trattenere i soluti.
PROCESSI DI ESSICCAMENTO (mirati ad ottener prodotti a bassissimo valore di umidità)
- essiccamento naturale (al sole o aria)
- essiccamento artificiale (con aria calda, radiazioni o superfici calde)
- liofilizzazione: si tratta di un crioessicamento, il prodotto viene infatti congelato e portato sottovuoto. Come abbiamo visto a basse valori di pressione la tensione di vapore dell’acqua diminuisce e quindi possibile fare “bollire” anche il ghiaccio. L’acqua si allontana quindi dal prodotto congelato per evaporazione e ciò che rimane è una polvere in grado di ridratarsi facilmente.
Altri metodi di conservazione.
Facciamo ora una rapida rassegna degli altri metodi di conservazione citati nella tabella iniziale:
Additivi e conservanti
Tra i metodi chimici, chimico fisici troviamo l’aggiunta di conservanti che possono essere di origine naturale o artificiale.
Tra gli agenti chimici naturali troviamo ad esempio il sale (cloruro di sodio) o lo zucchero.
Il meccanismo di azione di questi agenti è quello di ridurre l’Aw come abbiamo citato parlando della concentrazione.
Altri agenti chimici naturali sono:
- Olio = isola il prodotto dall’aria, ma può favorire lo sviluppo degli anaerobi
- Aceto = aumenta acidità del mezzo
- prodotti fermentativi = in genere agiscono modificando le condizioni del mezzo (soprattutto pH) e rendendo difficile lo sviluppo batterico
- alcool etilico = battericida
Gli agenti artificiali sono antimicrobici o antiossidanti ammessi dalla Legge in dosaggi definiti.
Tutti gli additivi alimentari subiscono un processo di valutazione della sicurezza da parte di un organismo autorizzato.
In Europa la valutazione viene effettuata dall’Agenzia per la Sicurezza Alimentare (EFSA che assegna ad ogni additivo una sigla numerica preceduta dalla lettera E.
Gli additivi vengono classificati per categorie in base al loro numero:
- coloranti (E100 – E199)
- conservanti (E200 – E299)
- antiossidanti o correttori dell’acidità (E300 –E399)
- addensanti, stabilizzanti emulsionanti (E400 – E499)
- antiagglomeranti (E500 –E599)
- esaltatori del sapore (E600 –E699)
- vari (E900 –E999)
La normativa italiana definisce come additivo alimentare “qualsiasi sostanza normalmente non consumata come alimento in quanto tale en non utilizzata come ingrediente tipico degli alimenti, indipendentemente dal fatto di aver un valore nutritivo, aggiunta intenzionalmente ai prodotto alimentari per un fine tecnologico, nelle fasi di preparazione, di trattamento, di imballaggio, di trasporto o di immagazzinamento degli alimenti, che si possa ragionevolmente presumere diventi, essa stessa o i suoi derivati un componente di tali alimenti”
Gli additivi alimentari devono rientrare in liste positive (se non sono in lista non si possono usare) ed in termini generali devono essere:
- necessari e non sostituibili da altre pratiche tecnologiche
- innocui (anche se consumati nell’arco di tutta la vita)
- non interagire negativamente con l’alimento
- non mascherare alterazioni
In pratica, tuttavia, non tutti gli additivi hanno queste caratteristiche, ciò succede soprattutto quando si manifestano delle condizioni in cui il rapporto:
rischio (connesso all’uso dell’additivo) / beneficio (connesso all’uso dell’additivo)
propende per il denominatore; in questi casi viene definita una dose giornaliera ammessa.
Gli additivi possono essere:
- naturali (sostanze ottenute per mezzi fisici da materie prime presenti in natura)
- simil-naturali (sostanze di sintesi che hanno la stessa struttura chimica delle sostanze naturali)
- artificiali (sostanze di sintesi che non hanno corrispettivi in composti presenti in natura)
Come abbiamo visto gli additivi vendono distinti in diverse categorie contrassegnate da apposite sigle.
I conservanti hanno in genere lo scopo di sopperire a problemi di conservazione degli alimenti la dove i sistemi fisici non siano sufficienti a garantirne la sicurezza.
Il loro ruolo è generalmente quello di inibire lo sviluppo microbico rendendo l’alimento inidoneo alla crescita batterica (ad esempio aumentandone l’acidità) o risultando tossici per alcuni tipi di microrganismi (esempio nitrati). La legislazione sull’uso dei conservanti è complessa per cui per ogni alimento ci può essere una lista di conservanti consentiti con relativi dosaggi,
Molti dei conservanti più utilizzati sono di origine naturale è quindi del tutto innocui, fanno parte di questa categoria sostanze come: l’acido acetico, l’acido lattico, l’acido sorbico ed i suoi sali (usati come antifungini.
Altri come l’anidride solforosa ed i nitriti hanno sicuramente effetti collaterali sulla salute e devono sottostare a limiti di dosaggio molto più contenuti.
Dal punto di vista della conservazione chimica la classe di additivi più importanti sono gli antiossidanti, abbiamo già visto il ruolo fondamentale della vitamina E (tocoferoli) e C (acido ascorbico) come principali antiossidanti naturali rispettivamente delle sostanze lipo ed idrosolubili. Queste due sostanze trovano quindi impiego come antiossidanti nelle produzioni di molti alimenti. Una classe di antiossidanti artificiali sono il BHT e il BHA (butiil idrossi toluolo e butil idrossi anisolo) che vengono spesso utilizzati al posto della vitamina E nelle sostanze grasse e su cui ci sono forti dubbi sulla loro salubrità.
Tutte le altre classi di additivi non hanno effetti diretti sulla conservazione degli alimenti, ma contribuiscono sostanzialmente alla “valorizzazione” delle caratteristiche organolettiche di quest’ultimi.
In particolare:
- addensanti, stabilizzanti, contribuiscono a mantenere la consistenza di un alimento e generalmente sono dei polisaccaridi di origine naturale (vegetali, alghe etc) che contribuiscono a far assumere una consistenza gelatinosa al preparato (marmellate, gelatine, dolci, maionese, gelati etc)
- emulsionanti: come dice lo stesso nome servono per mantenere stabili emulsioni tra sostanze idro e liposolubili, i principali sono le lecitine e i monodigliceridi degli acidi grassi
- coloranti: il loro uso è molto controverso in quanto non danno in realtà nessun beneficio all’alimento rendendolo solo più gradevole dal punto di vista dell’aspetto e potendo anche mascherare segni di alterazione. Particolarmente critico è l’uso dei coloranti artificiali per i quali non è sempre garantita l’assoluta innocuità.
- Aromatizzanti, Esaltatori di sapidità ed edulcoranti; anche per queste categorie vale sostanzialmente il discorso fatto per i coloranti.
Si tratta in effetti di sostanze che dal punto di vista teorico non sono fondamentali per la qualità dell’alimento, ma che sono utilizzate per avvicinare il prodotto alle richieste di una clientela i cui bisogni sono spesso legati a politiche di marketing pubblicitario delle stesse aziende venditrici.
In generale le problematiche si hanno quando si utilizzano dei prodotti di sintesi artificiale che inizialmente sono considerati innocui salvo poi dopo anni di ricerche risultare in qualche modo pericolosi.
E’ il caso degli:
– aromi artificiali, ricordiamo che nelle etichette il termine aroma artificiale non esiste ma viene indicato solo il termine aroma naturale (per prodotti naturali e natural-identici) e la sola definizione aroma se sono presenti anche aromi artificiali
– Edulcoranti sintetici, sostanze utilizzate al posto del saccarosio, quali saccarina, aspartame etc,
Un discorso particolare va fatto per gli esaltatori di sapidità di cui il più diffuso è sicuramente il glutammato monosodico.
Si tratta di una sostanza di origine naturale, essendo l’acido glutammico uno dei venti amminoacidi naturalmente presenti nell’organismo, che viene largamente usato nella cucina cinese e nella produzione dei dadi da brodo.
Gli esaltatori di sapidità sono sostanze che per loro conto non hanno un grosso sapore ma che accentuano di molto la sapidità degli alimenti a cui sono aggiunti.
Si ritiene che un largo uso del glutammato possa dare emicrania, ma del resto può valere anche il discorso che un moderato uso di questa sostanza possa ridurre notevolmente l’uso del sale da cucina diventando particolarmente utile per le persone che soffrono di ipertensione.
L’affumicamento:
Il fumo esercita una azione antisettica dovuta:
al calore associato al suo sviluppo
ad un effetto disidratante
alla creazione di un ambiente riducente con diminuzione del tasso di ossigeno
al suo contenuto di sostanze con azione battericida.
La composizione chimica del fumo è influenzata dal tipo di legname utilizzato e dal modo con cui esso viene prodotto.
In particolare la temperatura gioca un importante ruolo, è importante utilizzare generatori di fumo che lavorino a temperature inferiori a 400°C in quanto al di sopra di questo valore si formano sostanze cancerogene (idrocarburi policiclici aromatici).
Radiazioni
Parlando di radiazioni ci riferiamo a tutta la gamma delle radiazioni dello spettro elettromagnetico che vanno dalle onde radio ai raggi gamma.
Che le radiazioni solari esercitassero una azione conservativa sugli alimenti è un fatto noto fin dall’antichità.
Ogni tipologia di radiazioni esercita effetti diversi quando interagisce con la materia.
Dal punto di vista della conservazione alimentare le radiazioni più interessanti sono quelle ad alta energia, in particolare gli ultravioletti, i raggi x e le radiazioni gamma.
L’uso delle radiazioni ionizzanti per usi alimentari ha trovato molto spesso ostacoli soprattutto per problematiche legate alla salubrità reale o presunta degli alimenti trattati.
In Italia i trattamenti con radiazioni ionizzanti sono piuttosto rari e possono essere eseguiti solo in impianti autorizzati, gli alimenti trattati devono avere una etichetta con la dicitura “irradiato” o “trattato con radiazioni ionizzanti”.
Atmosfera protetta, modificata, sottovuoto
Si tratta di metodi di conservazione che sono tutti legati alla sottrazione/riduzione di ossigeno dell’ambiente in modo da rendere maggiormente difficile lo sviluppo microbico ed i processi ossidativi.
Molto spesso si tratta di trattamenti che vengono abbinati ad altri processi di conservazione (ad esempio a seguito di cotture o refrigerazioni).
Il metodo più vecchio tra questi è il sottovuoto, che però ha come conseguenza negativa la perdita dell’aroma associato “all’aspirazione” dell’aria.
Per ovviare a questo problema si sono sviluppati processi per creare atmosfera protetta o modificata.
Questi trattamenti consistono nel sostituire la normale aria che circonda il prodotto con miscele di gas che in genere sono:
CO2/O2
CO2/N2
CO2/N2/O2
La CO2 esercita effetti inibenti sullo sviluppo di alcuni tipi di batteri
L’azoto inibisce fenomeni di irrancidimento ossidativo
L’ossigeno blocca i microrganismi anaerobi forzati
Per il corretto funzionamento di questi trattamenti è opportuno l’uso di corrette percentuali dei gas, in funzione del tipo di alimento.